- A-29, Industrial Area, Site IV,
Sahibabad, Ghaziabad, UP, India. - (+91-120) 2896063
info@bhartiyagroups.com

We have made tremendous progress in the field of manufacturing highest quality Cryogenic Oxygen/Nitrogen and Acetylene plants. We are indeed gifted with some of the finest professionals in this field coupled with an excellent infrastructure. We have built up most modern manufacturing facilities blended with sublime technical expertise. By virtue of these multifaceted potentials, we have established ourselves as the lone manufacturer of 100% liquid cryogenic Oxygen/Nitrogen plants in India and have supplied several plants to our important customers in Middle East, Africa, South East Asia and Latin American countries.
We take this opportunity to herald the advent of Low Pressure Liquid Oxygen/Nitrogen plant as yet another feather to the BVEL’s crown of glory. These Bhartiya BOPL models of Low Pressure Liquid Oxygen/Nitrogen is supplied with Rotary Screw Compressors in our Air Separation Plants operating at a working pressure of 6 to 8 bar using Rotary Screw type Air Compressors and very highly efficient Air Separation Column. These Low Pressure Technology Oxygen/Nitrogen plants comes with a very competitive and Affordable prices.
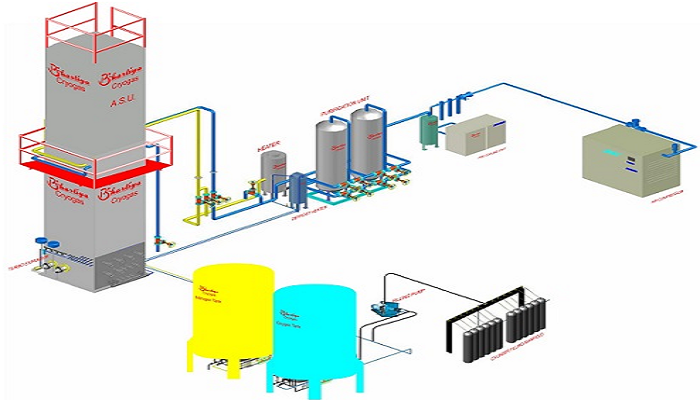
The low pressure air separation plants manufactured and supplied by Bhartiya Cryogas will be of a process with the booster turbo-expander unit, the molecular sieve air purification system. The process is detailed as follows:
The fee air is sucked and sent to the self-cleaning filter to remove the dust and mechanical impurities from it and then compressed in the centrifugal air compressor. The compressed air enters the booster end of the turbo-expander to pressurizing. After being pressurized, the air goes into the after-cooler of the booster and then enters the combined type pre-cooling system to be cooled. The compressor made in France provides the refrigeration to the pre-cooling system. The oil-water separator is equipped in the pre-cooling system to prevent the free water in the process air from being taken out.
The process air from the pre-cooling system enters the air purification system for removing water and CO2 by means of adsorption. This system consists of two vertical vessels which are of double-bed design. One of these vessels is in operation while the other is regenerated with the waste nitrogen coming from the cold box and heated by the heater.
The clean process air coming from the purification system is sent to the main heat exchanger and cooled to certain temperature by the returned gas. Then part of the air is sent to the expander for expansion. The expanded air returns to the main heat exchanger for re-warming and entry the air compressor.
The other part of the air enters the main heat exchanger where it is cooled and liquefied by the returning gas. The liquefied air enters the lower part of the lower column after being throttled. In the lower column the rising gas is entirely contacted with the descending liquid. After the heat and mass transfer, the pure nitrogen is obtained at the top of the column and the oxygen-enriched liquid air is generated at its bottom. The pure nitrogen is condensed in the main condenser/evaporator located at the top of the lower column and simultaneously the liquid oxygen is vaporized in the main condenser/evaporator. Part of the liquid nitrogen is used as the reflux of the upper and lower columns and the remainder is used as the product.
The liquid air and liquid nitrogen generated in the lower column are sent to the upper column for rectification after being sub-cooled by the sub-cooler. In the upper column, the product gas oxygen, product liquid oxygen, waste nitrogen are obtained after the further rectification.
Since the plant produces a considerable quantity of liquid products, a lot of refrigeration is required. The required refrigeration is made by the turbo-expander unit.
The air separation plant can economically and reasonably operate 75 ~ 100 % of the design capacity without needing any additional equipment.
The air separation column (cold box) plays a key part of the entire plant, where separation of oxygen/nitrogen is carried out through heat transfer by very highly efficient plate and fin tube exchanges current being used by all the leading manufacturer in the world.
Centralized control system is equipped with PLC or DCS for the function of display, operation, adjusting, memorizing, recording, alarming, interlock, start-up and shut down. In the computer, there are display of main menu, process flow, parameter list, alarm and history. Network control of multi-computer is also achievable.
The final product- LOX of 99.6% is drawn from oxygen side of the evaporator to fill in cryogenic liquid tanks.

| S. No. | Model | Liquid Oxygen Capacity | LOX Purity | Operating Pressure | Liquid Nitrogen Capacity (alternative production | LIN Purity |
|---|---|---|---|---|---|---|
| 1 | BOT-50L | 50Ltrs/Hr | 99.6% | 7 bar(kg/cm2) | 50Ltrs/Hr | 99.9-99.99% |
| 2 | BOT-80L | 80Ltrs/Hr | 99.6% | 7 bar(kg/cm2) | 80Ltrs/Hr | 99.9-99.99% |
| 3 | BOT-100L | 100Ltrs/Hr | 99.6% | 7 bar(kg/cm2) | 100Ltrs/Hr | 99.9-99.99% |
| 4 | BOT-150L | 150Ltrs/Hr | 99.6% | 7 bar(kg/cm2) | 150Ltrs/Hr | 99.9-99.99% |
| 5 | BOT-170L | 170Ltrs/Hr | 99.6% | 7 bar(kg/cm2) | 170Ltrs/Hr | 99.9-99.99% |
| 6 | BOT-200L | 200Ltrs/Hr | 99.6% | 7 bar(kg/cm2) | 200Ltrs/Hr | 99.9-99.99% |
| 7 | BOT-250L | 250Ltrs/Hr | 99.6% | 7 bar(kg/cm2) | 250Ltrs/Hr | 99.9-99.99% |
| 8 | BOT-300L | 300Ltrs/Hr | 99.6% | 7 bar(kg/cm2) | 300Ltrs/Hr | 99.9-99.99% |
| 9 | BOT-350L | 350Ltrs/Hr | 99.6% | 7 bar(kg/cm2) | 350Ltrs/Hr | 99.9-99.99% |
| 10 | BOT-400L | 400Ltrs/Hr | 99.6% | 7 bar(kg/cm2) | 400Ltrs/Hr | 99.9-99.99% |
| 11 | BOT-500L | 500Ltrs/Hr | 99.6% | 7 bar(kg/cm2) | 500Ltrs/Hr | 99.9-99.99% |
| 12 | BOT-1000L | 1000Ltrs/Hr | 99.6% | 7 bar(kg/cm2) | 1000Ltrs/Hr | 99.9-99.99% |
| 13 | BOT-1500L | 1500Ltrs/Hr | 99.6% | 7 bar(kg/cm2) | 1500Ltrs/Hr | 99.9-99.99% |
| 14 | BOT-2000L | 2000Ltrs/Hr | 99.6% | 7 bar(kg/cm2) | 2000Ltrs/Hr | 99.9-99.99% |
| 15 | BOT-2500L | 2500Ltrs/Hr | 99.6% | 7 bar(kg/cm2) | 2500Ltrs/Hr | 99.9-99.99% |








 Low Pressure Oxygen/Nitrogen Gas/Liquid Plants
Low Pressure Oxygen/Nitrogen Gas/Liquid Plants Filtration, Compression, Pre-cooling and Purification
Filtration, Compression, Pre-cooling and Purification Air Rectification
Air Rectification








